Единый тарифно-квалификационный справочник работ и профессий рабочих (ЕТКС), 2019
Выпуск №15 ЕТКС
Выпуск утвержден Постановлением Минтруда РФ от 05.03.2004 N 39
Волочильщик проволоки
§ 5. Волочильщик проволоки 2-го разряда
Характеристика работ . Волочение на волочильных станах медной и алюминиевой проволоки. Установка проволоки на карусели, заправка ее концов, протягивание через фильеры и закрепление на барабанах. Участие в наладке станов и в смене фильер. Закрепление концов проволоки. Установка фильер на станы и заправка концов обрабатываемой проволоки в фильеры. Наблюдение за качеством эмульсии. Измерение диаметра проволоки.
Должен знать: принцип работы обслуживаемых волочильных станов; правила заправки и закрепления концов проволоки на барабанах; назначение и правила пользования применяемым контрольно-измерительным инструментом и приспособлениями; основные механические свойства обрабатываемых металлов; состав смазок, применяемых при волочении проволоки из различных сплавов; основные сведения о квалитетах и параметрах шероховатости.
§ 6. Волочильщик проволоки 3-го разряда
Характеристика работ . Волочение на однократных и многократных волочильных станах проволоки всех профилей диаметром до 1,8 мм из низкоуглеродистых марок стали при скорости волочения до 300 м/мин. и из цветных металлов. Волочение проволоки из драгоценных металлов и их сплавов диаметром свыше 0,09 до 1,0 мм. Сварка проволоки на электросварочном аппарате. Регулирование и обслуживание смазочных и специальных намоточных устройств, сварочных аппаратов, съемных механизмов и системы охлаждения при волочении. Установка и регулирование скорости волочения по заданному маршруту и режиму волочения. Волочение на однократных и многократных волочильных станах проволоки диаметром свыше 1,8 мм из низкоуглеродистых марок стали при скорости волочения до 300 м/мин., волочение проволоки из цветных металлов и сплавов диаметром свыше 1,8 до 6 мм под руководством волочильщика проволоки более высокой квалификации. Съем и увязка мотков проволоки. Подготовка мотков и шпуль к волочению. Наблюдение за качеством намотки проволоки на приемное приспособление. Вязка бунтов, установка и съем катушек (барабанов). Подналадка обслуживаемых волочильных станов.
Должен знать: устройство, правила подналадки различных типов волочильных станов и другого оборудования для волочения; устройство применяемого контрольно-измерительного инструмента и специальных приспособлений; порядок установки и смены фильер; основные свойства металлов и сплавов, обрабатываемых под давлением; марки проволоки; основные сведения о квалитетах и параметрах шероховатости.
§ 7. Волочильщик проволоки 4-го разряда
Характеристика работ . Волочение на однократных и многократных волочильных станах: проволоки диаметром до 1,8 мм из среднеуглеродистых, высокоуглеродистых и легированных марок стали; проволоки диаметром до 1,8 мм из низкоуглеродистых марок стали при скорости волочения свыше 300 м/мин.; проволоки диаметром свыше 1,8 мм из низкоуглеродистых марок стали при скорости волочения до 300 м/мин.; проволоки из цветных металлов диаметром свыше 1,8 до 6,0 мм. Многократное волочение вольфрамовой, молибденовой и платинитовой проволоки, а также латунной, нейзильберной и красномедной проволоки для ладовых пластин всех щипковых инструментов по 7 - 10 квалитетам. Волочение проволоки из драгоценных металлов и их сплавов диаметром свыше 0,02 мм. Плющение проволоки различных марок на специальных плющильных станах. Под руководством волочильщика проволоки более высокой квалификации волочение на однократных и многократных волочильных станах: проволоки диаметром свыше 1,8 мм из низкоуглеродистых марок стали при скорости волочения свыше 300 м/мин.; проволоки диаметром свыше 1,8 мм из среднеуглеродистых, высокоуглеродистых и легированных марок стали; проволоки из цветных металлов диаметром свыше 6,0 мм; биметаллической проволоки диаметром свыше 2,5 мм; порошковой проволоки и проволоки из катанки с механическим удалением окалины. Наладка волочильных станов. Определение качества подготовленного к волочению металла после каждого передела. Расчет размера заготовки. Определение необходимого количества протяжек, величины обжатия и скорости волочения.
Должен знать: устройство, кинематические схемы и правила наладки волочильных станов и другого оборудования для волочения; правила определения величины обжатий по проходам волочильных станов и скорости волочения; технические условия на применяемое сырье и изготавливаемую продукцию; способы влияния травления и отжига на качество металла при волочении; правила, определяющие последовательность протягивания проволоки и количество протяжек для определенных металлов; конструкцию специальных приспособлений; основные сведения о квалитетах и параметрах шероховатости.
§ 8. Волочильщик проволоки 5-го разряда
Характеристика работ . Волочение на однократных и многократных волочильных станах: проволоки диаметром свыше 1,8 мм из низкоуглеродистых марок стали при скорости волочения свыше 300 м/мин.; проволоки диаметром свыше 1,8 мм из среднеуглеродистых, высокоуглеродистых и легированных марок стали; проволоки из цветных металлов диаметром свыше 6,0 мм; проволоки из сплавов сопротивления и нержавеющих марок стали; порошковой проволоки и проволоки из катанки с механическим удалением окалины. Многократное волочение вольфрамовой, молибденовой и танталовой проволоки по 6 квалитету. Волочение проволоки из драгоценных металлов и их сплавов диаметром до 0,02 мм. Волочение проволоки на высокоскоростных станах с индивидуальными приводами постоянного тока.
Должен знать: конструкцию волочильных станов различных типов; виды волочения проволоки и количество протяжек для различных металлов; технологию волочения проволоки; состав эмульсии, подаваемой на волочильные станы.
Данная инструкция переведена автоматически. Обратите внимание, автоматический перевод не дает 100% точности, поэтому в тексте могут быть незначительные ошибки перевода.
Предисловие
0.1. Документ вступает в силу с момента утверждения.
0.2. Разработчик документа: _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _.
0.3. Документ согласован: _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _.
0.4. Периодическая проверка данного документа производится с интервалом, не превышающим 3 года.
1. Общие положения
1.1. Должность "Волочильщик проволоки 3-го разряда" относится к категории "Рабочие".
1.2. Квалификационные требования - полное или базовое общее среднее образование. Профессионально-техническое образование без требований к стажу работы или получение профессии непосредственно на производстве, повышения квалификации и стаж работы по профессии волочильщика проволоки 2 разряда не менее 1 года.
1.3. Знает и применяет в деятельности:
- устройство, правила подналадки различных типов волочильных станов и другого оборудования для волочения;
- устройство контрольно-измерительных инструментов и специальных устройств;
- порядок установки и замены фильер, основные свойства металлов и сплавов, обрабатываемых давлением;
- марки проволоки;
- квалитеты и параметры шероховатости (классы точности и чистоты обработки).
1.4. Волочильщик проволоки 3-го разряда назначается на должность и освобождается от должности приказом по организации (предприятию/учреждению).
1.5. Волочильщик проволоки 3-го разряда подчиняется непосредственно _ _ _ _ _ _ _ _ _ _ .
1.6. Волочильщик проволоки 3-го разряда руководит работой _ _ _ _ _ _ _ _ _ _ .
1.7. Волочильщик проволоки 3-го разряда во время отсутствия, замещается лицом, назначенным в установленном порядке, которое приобретает соответствующие права и несет ответственность за надлежащее выполнение возложенных на него обязанностей.
2. Характеристика работ, задачи и должностные обязанности
2.1. Ведет процесс волочение на однократных и многократных волочильных станах проволоки всех профилей диаметром до 1,8 мм из низкоуглеродистых марок стали со скоростью волочения до 300 м/минуту и из цветных металлов.
2.2. Ведет процесс волочения проволоки из драгоценных металлов и их сплавов диаметром свыше 0,09 до 1,0 мм.
2.3. Проволока сваривает на электросварочном аппарате.
2.4. Регулирует и обслуживает смазочные и специальные намоточные устройства, сварочные аппараты, съемные механизмы и системы охлаждения во время волочения.
2.5. Устанавливает и регулирует скорость волочения по заданному маршруту и режиму волочения.
2.6. Ведет процесс волочение на однократных и многократных волочильных станах проволоки диаметром свыше 1,8 мм из низкоуглеродистых марок стали со скоростью волочения до 300 м/минуту, ведет процесс волочения проволоки из цветных металлов и сплавов диаметром свыше 1,8 мм до 6 мм под руководством волочильника проволоки высшей квалификации.
2.7. Снимает и связывает мотки проволоки.
2.8. Готовит мотки и шпули к волочению.
2.9. Следит за качеством намотки проволоки на приемное устройство.
2.10. Связывает бунты, устанавливает и снимает катушки (барабаны).
2.11. Налаживает волочильные станы.
2.12. Знает, понимает и применяет действующие нормативные документы, касающиеся его деятельности.
2.13. Знает и выполняет требования нормативных актов об охране труда и окружающей среды, соблюдает нормы, методы и приемы безопасного выполнения работ.
3. Права
3.1. Волочильщик проволоки 3-го разряда имеет право предпринимать действия для предотвращения и устранения случаев любых нарушений или несоответствий.
3.2. Волочильщик проволоки 3-го разряда имеет право получать все предусмотренные законодательством социальные гарантии.
3.3. Волочильщик проволоки 3-го разряда имеет право требовать оказание содействия в исполнении своих должностных обязанностей и осуществлении прав.
3.4. Волочильщик проволоки 3-го разряда имеет право требовать создание организационно-технических условий, необходимых для исполнения должностных обязанностей и предоставление необходимого оборудования и инвентаря.
3.5. Волочильщик проволоки 3-го разряда имеет право знакомиться с проектами документов, касающимися его деятельности.
3.6. Волочильщик проволоки 3-го разряда имеет право запрашивать и получать документы, материалы и информацию, необходимые для выполнения своих должностных обязанностей и распоряжений руководства.
3.7. Волочильщик проволоки 3-го разряда имеет право повышать свою профессиональную квалификацию.
3.8. Волочильщик проволоки 3-го разряда имеет право сообщать обо всех выявленных в процессе своей деятельности нарушениях и несоответствиях и вносить предложения по их устранению.
3.9. Волочильщик проволоки 3-го разряда имеет право ознакамливаться с документами, определяющими права и обязанности по занимаемой должности, критерии оценки качества исполнения должностных обязанностей.
4. Ответственность
4.1. Волочильщик проволоки 3-го разряда несет ответственность за невыполнение или несвоевременное выполнение возложенных настоящей должностной инструкцией обязанностей и (или) неиспользование предоставленных прав.
4.2. Волочильщик проволоки 3-го разряда несет ответственность за несоблюдение правил внутреннего трудового распорядка, охраны труда, техники безопасности, производственной санитарии и противопожарной защиты.
4.3. Волочильщик проволоки 3-го разряда несет ответственность за разглашение информации об организации (предприятии/учреждении), относящейся к коммерческой тайне.
4.4. Волочильщик проволоки 3-го разряда несет ответственность за неисполнение или ненадлежащее исполнение требований внутренних нормативных документов организации (предприятия/учреждения) и законных распоряжений руководства.
4.5. Волочильщик проволоки 3-го разряда несет ответственность за правонарушения, совершенные в процессе своей деятельности, в пределах, установленных действующим административным, уголовным и гражданским законодательством.
4.6. Волочильщик проволоки 3-го разряда несет ответственность за причинение материального ущерба организации (предприятию/учреждению) в пределах, установленных действующим административным, уголовным и гражданским законодательством.
4.7. Волочильщик проволоки 3-го разряда несет ответственность за неправомерное использование предоставленных служебных полномочий, а также использование их в личных целях.
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.
Основные этапы
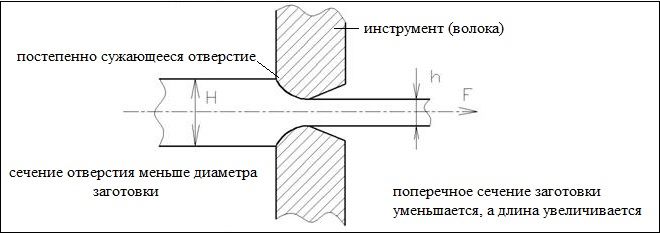
Суть технологии, по которой выполняют волочение проволоки, заключается в том, что металлическую заготовку из стали, меди или алюминия протягивают через сужающееся отверстие – фильеру. Сам инструмент, в котором такое отверстие выполнено, называется волокой, его устанавливают на специальное оборудование для волочения проволоки. На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
Выполнение волочения, если сравнивать такую технологическую операцию с прокаткой, позволяет получать изделия, отличающиеся более высокой чистотой поверхности и исключительной точностью геометрических параметров. Такими изделиями могут быть не только различные типы проволоки (электротехническая, используемая для сварки, вязочная и др.), но также фасонные профили, трубы и прутки разного диаметра. Полученные по такой технологии изделия отличаются и лучшими механическими характеристиками, так как в процессе волочения металла с его поверхностного слоя снимается наклеп. Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Технология волочения сегодня уже хорошо отработана, для ее реализации используются современные модели волочильных станков, работающих без сбоев и позволяющих выполнять технологический процесс на скорости, доходящей до 60 метров готового изделия в секунду. Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.

Изготовление проволоки по технологии волочения включает в себя несколько этапов.
- Исходная заготовка подвергается процедуре травления, для чего используется сернокислый раствор, нагретый до 50 градусов. С поверхности металла, прошедшего такую процедуру, легко снимается окалина, за счет чего увеличивается срок службы матриц волочильных станков.
- Чтобы увеличить пластичность обрабатываемой заготовки, а ее внутреннюю структуру довести до мелкозернистого состояния, выполняют предварительный отжиг металла.
- Остатки травильного раствора, который является достаточно агрессивным, нейтрализуют, после чего заготовку подвергают промывке.
- Чтобы конец заготовки можно было пропустить в фильеру, его заостряют, для чего может быть использован молот или ковочные валки.
- После завершения всех подготовительных операций заготовка пропускается через фильеры для волочения проволоки, где и формируются профиль и размеры готового изделия.
- Производство проволоки завершается выполнением отжига. После волочениия изделие также подвергают ряду дополнительных технологических операций – резке на отрезки требуемой длины, снятию концов, правке и др.
Особенности процедуры
Любой волочильщик проволоки знает такой недостаток волочения, как недостаточно высокая степень деформирования готового изделия. Объясняется это тем, что оно, выходя из зоны обработки волочильного станка, деформируется только до степени, ограниченной прочностью конца заготовки, к которому и прикладывается соответствующее усилие в процессе обработки.
В качестве исходного материала, который подвергают обработке на волочильных станках, служат металлические заготовки, полученные методом непрерывного литья, прессованием и катанием из углеродистых и легированных сталей, а также цветных сплавов. Наибольшую сложность процесс волочения представляет в том случае, если обработке подвергается стальной сплав. В таких случаях для качественного волочения необходимо довести микроструктуру металла до требуемого состояния. Чтобы получить оптимальную внутреннюю структуру стали, раньше использовали такую технологическую операцию, как патентирование. Заключался этот способ обработки в том, что сталь сначала нагревали до температуры аустенизации, а затем выдерживали в свинцовом или соляном расплаве, нагретом до температуры около 500°.

Современный уровень развития металлургической промышленности, используемые в ней технологии и оборудование для получения металлов и сплавов позволяют не готовить металл к волочению таким сложным и трудоемким способом. Стальная заготовка, выходящая с современного металлургического предприятия, уже обладает внутренней структурой, оптимально подходящей для волочения.
Сама технология волочения и волочильное оборудование также совершенствовались на протяжении многих лет. В результате волочильщик проволоки сегодня имеет возможность применять современные волочильные устройства, позволяющие с минимальными трудозатратами гарантированно получать изделия высокого качества. Качество и точность обработки, выполняемой на таких волочильных специализированных станках, обеспечивается не только их оснащением современным рабочим инструментом, но и использованием при их работе комбинированной системы охлаждения, для которого применяются воздух и вода. Выходя с такого станка для волочения, готовое изделие обладает не только требуемым качеством и точностью геометрических параметров, но и оптимальной микроструктурой.
На каком оборудовании выполняется волочение металлов
Оборудование, которое волочильщик проволоки использует в своей профессиональной деятельности, называется станом. Обязательным элементом оснащения волочильной специализированной машины является «глазок» – волока. Диаметр волоки, разумеется, всегда должен быть меньше, чем размеры поперечного сечения протягиваемой через нее заготовки.

На сегодняшний день производственные предприятия применяют волочильные специализированные станки двух основных типов, которые отличаются друг от друга конструкцией тянущего механизма. Так, различают:
- станки, в которых готовое изделие наматывается на барабан, чем и обеспечивается тянущее усилие;
- оборудование с прямолинейным движением готовой проволоки.

На устройствах второго типа, в частности, выполняют волочение труб и других изделий, которые не требуют намотки на бухты. Именно проволоку, а также трубные изделия небольшого диаметра производят преимущественно на станках, оснащенных барабанным механизмом. Такие станки в зависимости от конструктивного исполнения могут быть:
- однократными;
- многократными, работающими со скольжением или без него, а также те, в которых используется принцип противонатяжения заготовок.

Наиболее простой конструкцией отличается однократный станок для волочения. Манипулируя таким оборудованием, волочильщик проволоки выполняет ее протягивание за один проход. На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
Основным рабочим органом любой волочильной машины, как уже говорилось выше, является фильера, для изготовления которой используют твердые металлокерамические сплавы – карбиды бора, молибдена, титана, термокорунд и др. Отличительными характеристиками таких материалов являются повышенная твердость, исключительная устойчивость к истиранию, а также невысокая вязкость. В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.

Фильера устанавливается в прочную и вязкую стальную обойму. Это так называемая волочильная доска. За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
На современных предприятиях волочение металлов часто проводят с использованием сборных волок, которые позволяют эффективно выполнять такой процесс даже в условиях повышенного гидродинамического трения. Кроме того, применение такого инструмента снижает расход электроэнергии и увеличивает производительность работы оборудования на 20–30%.
Подготовка металлических заготовок
Волочильщик проволоки, используя специализированное оборудование, только в том случае сможет добиться качественного конечного результата, если поверхность заготовки будет соответствующим образом подготовлена. Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
- механический;
- химический;
- электрохимический.
Более простым и экономически выгодным является механический способ очистки от окалины, который используют для заготовок из углеродистых сталей. При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.

Более сложной и затратной является химическая очистка от окалины, для выполнения которой используют растворы соляной или серной кислоты. Специалист, выполняющий такую сложную и достаточно опасную операцию, должен быть хорошо подготовлен и строго соблюдать все правила безопасности работы с агрессивными растворами. Без химического способа очистки не обойтись, если проволоку необходимо сделать из заготовок, выполненных из нержавеющих и других типов высоколегированных сталей. Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.